1. Survey <br> <br> stainless steel chainring shot study, a longer period of time (2-3 months), the quality can not be guaranteed, with a pass rate of only about 50% of time will be wasted and can not guarantee the quality of products It has become a "bottleneck" in the production of such turntables, which has seriously affected the contract performance and is not suitable for the research and production needs of our institute.
2. Test analysis and application of measures taken <br> <br> precision end toothed disc on the turntable precision shafting, we work according to the principle of chainrings, structural features, done a lot of testing, and to take on this basis The following measures:
(1) When assembling, select a set of springs, that is, first measure the natural length of the spring, and require the length difference to be within 0.05mm, then use the weight to detect the spring deformation, and select the spring with uniform tension (elastic force) for matching use. Table 1 is a spring test analysis comparison table.

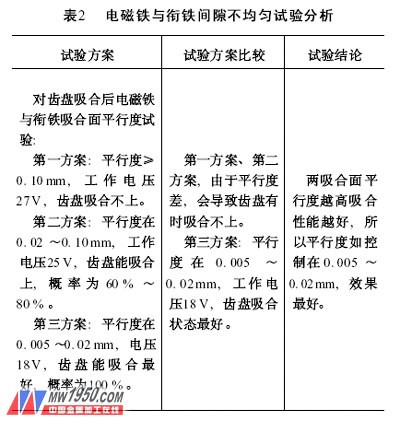
(2) For the problem that the gap between the electromagnet and the armature is uneven and the spacing is too small, the armature of the toothed disc is detected by the lever dial gauge, and the feel of the armature surface mounted on the toothed disc is detected. The distance between the electromagnet and the armature is adjusted so that the electromagnet and the armature are (0.15±0.05) mm after the toothed disc is sucked, and the parallelism of the suction surface between the electromagnet and the armature is controlled. At 0.02mm. Table 2 and Table 3 are the test analysis of the unevenness of the gap between the electromagnet and the armature, and the comparison and analysis of the test between the fixed toothed disc and the movable toothed disc.

Next page