Before the test, we conducted a Z-direction performance test on the Q345qE-Z35 steel plate according to the "Metal Tensile Test Method" (GB228-1987) and the "Thickness Direction Performance Steel Plate" (GB5313-1985). See the sulfur content of the steel plate and the shrinkage rate of the Z-direction section. table 3 .

It can be seen from the test results in Table 3 that the S-containing and Z-direction tensile section shrinkage of the 24 mm thick steel plate meets the Z35 grade requirement of GB5313-1985, and the Z-direction tensile section shrinkage rate is as high as 67%, indicating the Z-direction of the steel plate. Excellent performance, can meet the mechanical performance requirements of the bridge for the bridge deck reinforcement.
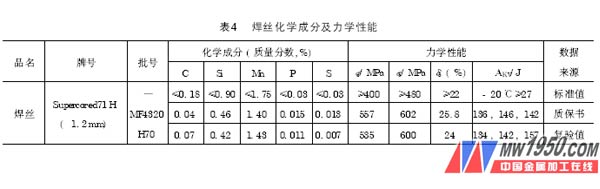
(2) Supercored 71H ( 1. 2mm) welding wire is used for the welding material. The chemical composition and mechanical properties of the welding wire are shown in Table 4.
(3) Welding equipment KR500II type CO2 gas shielded welding machine adopts reverse polarity connection method.
Fourth, the welding diagram and specification parameters
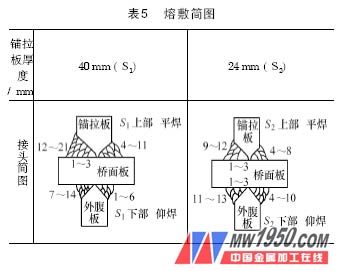
(1) The welding diagram is shown in Table 5.
Table 5 welding diagram
(2) The welding specification parameters are shown in Table 6.

Previous Next