Stone tile flooring adds natural beauty and timeless elegance to any room. Natural stone tile is an easy way to bring the beauty of the outdoors into your home. It comes from straight from the earth, making each tile unique, with its own natural variations. Natural stone tile is an excellent choice for luxury and durability. They give a high-end look at a reasonable price, and they are fairly easy to maintain. It is easy to clean and most varieties only require periodic resealing. Their beauty and durability make them perfect for high traffic areas.
Stone Tiles are also incredibly versatile. They can be used indoors or out and come in a variety of sizes, colors, and materials. This means that there is something to suit every décor taste, whether traditional or contemporary. You`ll find our prices on natural stone tiles to be incredibly affordable. We have a wide selection of stone tiles, including travertine, marble, granite and slate.
Stone Tiles,Slate Tile,Ledger Stone Tile,Exterior Wall Stone HEBEI DFL STONE , https://www.dflstone.com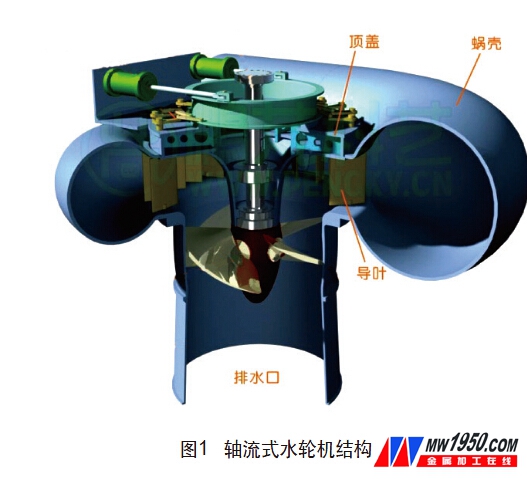

1 Overview
The movable vane is the most important overcurrent component in the turbine's water guiding mechanism, as shown in Figure 1. The active guide vanes work in the impact environment of sediment and water flow for a long time, and require mud sand abrasion resistance, corrosion resistance, cavitation resistance and good mechanical properties. Therefore, low carbon martensitic stainless steel is often used for casting.
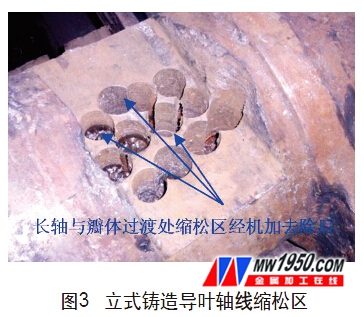
Due to the structural characteristics of the movable guide vane, the valve body is between the long and short axes and is smaller than the wall thickness of the long and short axis. The internal quality of the valve body is often unstable after the whole casting, and it is easy to produce casting defects such as shrinkage, shrinkage, and sanding. In the past, in the production of vane castings, there are two types of horizontal and vertical casting methods. Due to the low yield, the long-axis deformation requires orthopedic or repair welding, and it is easy to produce defects such as blisters and pores. Less adopted. The vertical casting process (see Fig. 2) has become the mainstream casting process because of its simple shape, less deformation, and fewer casting defects. However, this process has a large processing margin, and for the long valve body of the high head power station, the short and long axis guide vane structure, the vertical casting process can not form a good feeding channel between the long and short axis and the valve body, the valve The casting quality at the joint of the body and the shaft is difficult to guarantee. In actual production, the axis shrinks and shrinks the hole frequently. In severe cases, the casting can be scrapped (see Figure 3), and the process applicability is poor. Therefore, for the long-valve structure guide vanes, the horizontal casting process is still needed.
This paper designs a horizontal casting process for the active guide vane (3810mm total length, 2270mm length and 3460kg net weight) of a large hydropower station with long valve structure, and uses the casting simulation software MAGMAsoft to fill and solidify it. The numerical simulation of the flow field, temperature field and stress field in the middle, verifying the optimization of the casting process and solving the casting quality problems of the long-valve structure guide vanes in the past manufacturing.
2. Guide design of guide vane casting
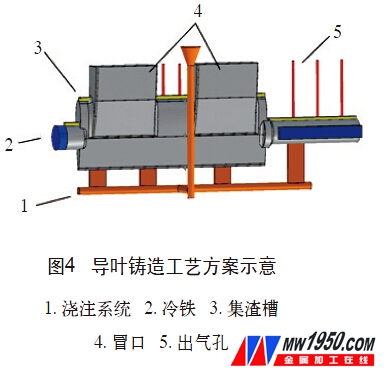
The solid modeling of the vane castings is carried out by using the three-dimensional modeling software, and then the modulus of each part of the casting is calculated by the modulus method, and the riser, pouring system, cold iron of the casting, and the number and size of the sand collecting channels are designed. As shown in Figure 4.
(1) Use two open risers to replenish the valve body and its transition zone with the long and short axis to ensure the internal quality of these parts.
(2) Arranging the outer cold iron on the long axis and the outer cold iron on the short shaft to ensure a reasonable temperature gradient for the long and short shafts with large wall thickness, and at the same time, it is beneficial to control the long axis to warp in all directions. Deformation.
(3) For the long and short axes, it is easy to produce defects such as blisters and slag inclusions, and slag collecting grooves and air outlet holes are provided on the long and short axes of the castings and the valve body.
(4) Adopting the open bottom return casting system, the ratio of the total cross-sectional area of ​​the sprue, runner and sprue is 1:2:4, which is conducive to the smooth filling of the casting, which is conducive to slagging and exhausting.
3. Analysis of numerical simulation results of guide vanes
The above-mentioned casting process entity files are modeled in MAGMAsoft software, and initial conditions such as casting temperature, pouring time, etc. are defined, and material properties such as casting material, molding sand, cold iron, and boundary conditions are defined, and then the vane castings are The flow field, temperature field and stress field of the filling and solidification process were numerically calculated. The results are analyzed as follows.
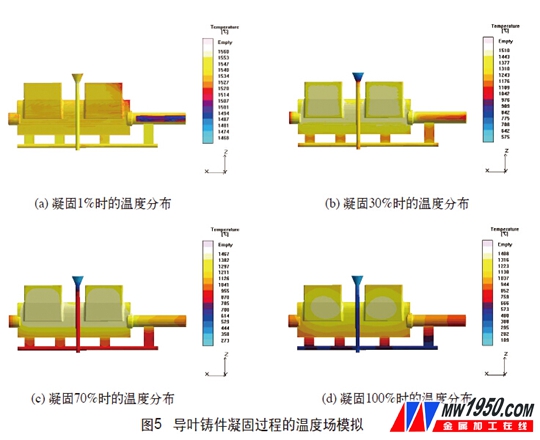
(1) Temperature field simulation results of the solidification process The temperature field simulation results of the solidification process of the vane castings are shown in Figs. 5a to 5d. It can be seen from Fig. 5a that most of the temperature of the casting after the filling of the molten steel is 1540~1547 °C, which is 13~20 °C lower than the pouring temperature (1560 °C), which is due to the filling process during the molten steel. The mold has undergone heat transfer, causing heat loss. The temperature at the long axis is low, at (1490 ± 10) ° C, indicating that the cold iron has a good chilling effect. Figure 5b, Figure 5c, and Figure 5d show the temperature distribution when the casting solidifies by 30%, 70%, and 100% respectively. It can be seen from the figure that as the solidification time increases, the temperature of the casting decreases toward the periphery, forming a trend. A good temperature gradient, the final solidification at the riser, the temperature is about 1408 ° C, the temperature at both ends of the long and short axis is the lowest, the temperature is 852 ~ 944 ° C, in line with the temperature distribution law of sequential solidification.
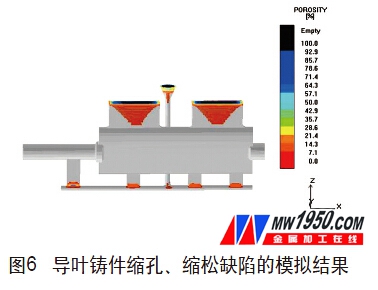
(2) Analysis of simulation results of shrinkage and shrinkage defects after solidification The results of shrinkage and shrinkage of the vane castings shown by MAGMAsoft's post-treatment program are shown in Fig. 6. It can be seen from the results of the porosity of each part of the casting in the figure that, except for the riser, there are no shrinkage holes and shrinkage defects on the body, and the riser shrinkage zone has a certain safety distance from the body, and the process design meets the expected effect. . After rough machining of the actual production of guide vane castings, the UT and PT test results of each part of the guide vane meet the requirements of the CCH70-3 Hydraulic Machinery Casting Steel Inspection Specification Standard 2, verifying the process measures and numerical simulation. The scientific nature of prediction.
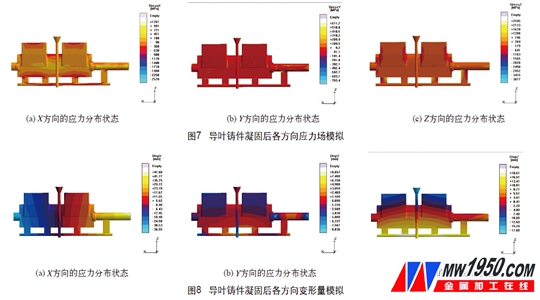
(3) Analysis of simulation results of stress field after solidificationFig. 7 is a simulation of stress field in each direction after solidification of vane castings. It can be seen from Fig. 7a to Fig. 7c that the overall stress distribution of the casting after solidification is relatively uniform, but the stress at the end of the long axis is significantly higher than that of other parts, and the stresses in the Y and Z directions are respectively 209 MPa and 284 MPa. When the casting is solidified, if the elastic body is subjected to external constraints and the mutual attraction between the adjacent unit bodies in the case of temperature change, the deformation cannot occur freely, and thus stress is generated, so-called temperature stress. (Thermal Stress). This temperature stress will cause additional deformation due to the elasticity of the object. Therefore, the greater the stress in the case of temperature change, the greater the deformation of the casting, which indicates that the vane casting is most prone to warp deformation at the end of its long axis.
Fig. 8 is a simulation of deformation amount in each direction after solidification of the vane casting. It can be seen from Fig. 8a that after the solidification of the casting, the deformation amount distribution in the X direction is very uniform, and the two ends are contracted from the both ends to the center of the casting along the X axis, and only a reasonable scale can be set to satisfy the uniform processing amount of each part. However, in the Y and Z directions, the deformation of the end of the long axis does not shrink according to the axial law, but the warping deformation occurs, in which the deformation amount in the Y direction is -6~-8mm, and the deformation amount in the Z direction is 5. ~8mm, which is consistent with the simulation results of the stress field. This shows that the long axis machining allowance of 13mm is reasonable, and the subsequent processing requirements of the casting can be guaranteed without the need to reserve the amount of deformation. In the subsequent actual production of castings, the scribing results of a 24-piece vane casting are basically consistent with the simulation prediction results, which verifies the scientific nature of the process measures and numerical simulation.
4. Conclusion
(1) For the quality problems of the long-valve structure turbine guide vane in the past production, the horizontal casting process was designed, and the process parameters were reasonably set. After the actual production verification, this process scheme can effectively reduce the horizontal casting process. Defects such as long-axis deformation, blisters, and pores that often occur.
(2) By using MAGMAsoft simulation software to analyze the temperature field and stress field of the casting, the internal quality of the casting and the deformation of the long axis are accurately predicted, which is consistent with the actual situation, and the casting process is verified and optimized.
(3) The internal and external quality of the vane castings produced according to this process scheme is excellent, and the quality meets the design requirements, indicating the advanced nature of the process scheme, and provides a reference method for producing similar long-valve structure vane castings.
About the author: Wu Yanjun, Li Peng, Metal Materials Research Laboratory, Institute of Electrical Engineering, Harbin Electric Machinery Co., Ltd., mainly engaged in the research of metal materials thermal processing technology.