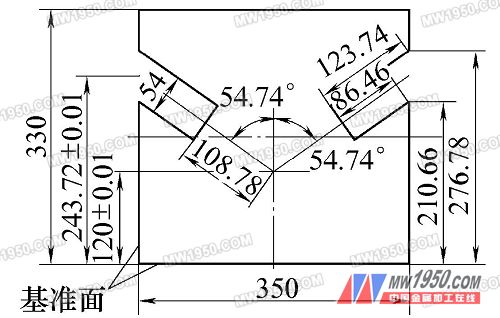
Figure 5 B plate (moving template) line cutting line drawing (2) Grinding the upper and lower planes. (3) Milling (normal milling machine for rough machining, CNC milling machine for semi-finishing or machining center): 1 Milling of the steps (2 places) of the pendulum seat. 2 Milling of the mold cavity into the groove (1 place). 3 side core pulling groove (1 place), side core pulling guide seat mounting groove (2 places), oblique side core sliding guide seat mounting groove (4 places). 4 Drill the bottom hole of each screw hole in the CNC milling machine or machining center, remove and tap the thread. (4) The fitter (finishing, grinding) of the mold cavity is inserted into the groove and the guide seat. 3. Molded parts materials and manufacturing methods The core (that is, the side core in all core pulling mechanisms), the cavity (the fixed cavity and the dynamic cavity) are all made of new high-quality materials: beryllium copper die steel (casting type), which has other molds. Advantages of materials: self-lubricating effect, wear resistance, easy heat dissipation, small thermal deformation, can shorten injection molding time, improve production efficiency, ensure product quality and service life, extend mold and simplify mold structure (because of beryllium copper alloy The thermal conductivity is good, the mold heats up quickly, the product is small in size and the mold is a single cavity, so the mold does not need a cooling system). Since the four cores, the fixed mold cavity and the dynamic model cavity of the mold are made of beryllium copper casting mold steel, the casting performance is good, so the mold casting process is used to manufacture: the mother mold is first processed by the machining center (four The core assembly, recast molding, and finally a small amount of precision machining (reference surface, grinding and polishing of the molding surface), thus avoiding a series of conventional machining, CNC machining, special processing, etc., to a great extent Optimized the manufacturing process of core and cavity. 4. Conclusion If the mold material, mold structure, mold manufacturing, plastic molding and other factors can be fully considered when designing the mold, molds with simple mold structure and simple manufacturing can be designed, thereby saving mold raw materials and processing costs, and reducing mold manufacturing. The difficulty, shorten the mold manufacturing cycle, and shorten the molding cycle of plastic products, stabilize the quality of plastic products, extend the service life of the mold, and receive the best economic benefits and use effects. For more articles, please refer to "Metal Processing" Cold Processing 2008 No. 1 Previous page Screwdriver,Precision Screwdriver,Flat Head Screwdriver,Slotted Screwdriver Kanter Measuring Tool Co., Ltd. , https://www.kanterscrewdriver.com
(1) Use a wire to cut the groove at the left and right. When marking, the inner end dimension line of the groove should move inward by 52.02mm (B plate thickness 90mm × tan30°), that is, 160.8-52.02=108.78 (mm), see Figure 4, 5, also pay attention to benchmarking The two sides of the mark are the dash reference. When cutting, the axis of the groove is placed parallel to the coordinate axis of the wire-cutting machine, and the B-plate is inclined to 30° to the table, so that a part of the slope at the groove end can be cut, and the milling of the bevel of the tail groove of the groove can be reduced. Processing capacity. The two through grooves are such that the hollow oblique side core pulling mechanism can move freely in the groove, and there is no assembly relationship with the core pulling mechanism, so the precision requirement is not high, and the cutting can be performed according to the scribing.