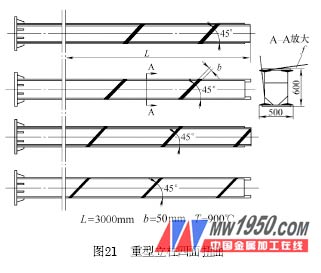
7. Correction of double-sided distortion of the column The double-sided distortion of the column is two sets of planes in which the columns are parallel to each other, one set is straight and one set is twisted. Such deformations are mostly caused by workpieces with a small cross-sectional area and a long length. There are two reasons for the distortion: one is because the two sections of the column cylinder have different directions of up and down bending; the other two sections of steel have unsynchronized upper and lower bending. Figure 19 shows the correction of the double-sided distortion of the column due to the unsynchronized up and down bending of the two sections. The first and second heating zones are for correcting double-sided distortion, and the third heating zone is for correcting the deformation of the first and second heating zones, and the heating of the third heating zone is performed after the distortion correction is completed and cooled. 8. Correction of four-sided distortion of small columns The four-sided distortion of the small column is a common deformation, which occurs mostly on the elongated workpiece. Due to the poor rigidity of the workpiece, it is advisable to correct the auxiliary heating method. The correction specification is shown in Fig. 20. The operation method is as follows: a roasting torch is used for corrective heating, and after the heated roasting torch is operated for 500 mm, another roasting torch is used for auxiliary heating on the back side of the heating wire (the heated roasting torch continues to operate). The temperature of the auxiliary heating shall not exceed 300 °C to achieve the auxiliary correction without plastic deformation. 9. Correction of heavy column distortion Heavy-duty columns are very rigid and difficult to correct after twisting, so care should be taken. Correction First place the workpiece on the flat frame, measure the amount of distortion with a level gauge, and determine the correction specification according to the amount of distortion. Correction adopts the heating method of four-sided rotary line, the rotary line should avoid the inner partition of the column, and the correction specification is shown in Figure 21. Heating begins at the beginning of the twist, and each set of turns is completed once, with no interruption in between. The angle of the twist is determined according to the length of the twist (twisting stroke) and the degree of distortion (the amount of deformation). The longer the twisting process, the larger the amount of twisting, and the smaller the angle, generally between 30 and 60 degrees. For the larger amount of twist, a rigid fixing method can be adopted, that is, the flat end of the column is fixed to the frame body, and the other end is welded with a larger section steel on the frame body to support the column so that it cannot be in the opposite direction after heating. Deformation, increase the corrective effect. Previous page Stainless Steel Cutting Board Rack Cutting Board Storage Rack,Cutting Board Holder,Stainless Steel Cutting Board Rack,Chopping Board Rack Shenzhen Lanejoy Technology Co.,LTD , https://www.compressionspring.net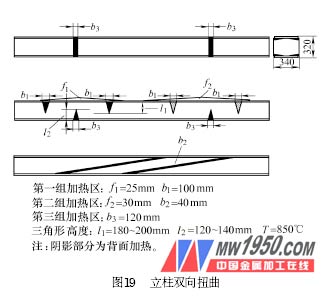
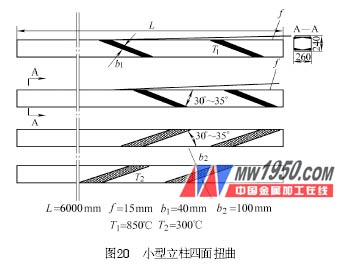
There should be a time interval between the two sets of heating zones in Figure 20. After the first set of heating zones is completed and cooled, a second set of heating is performed.